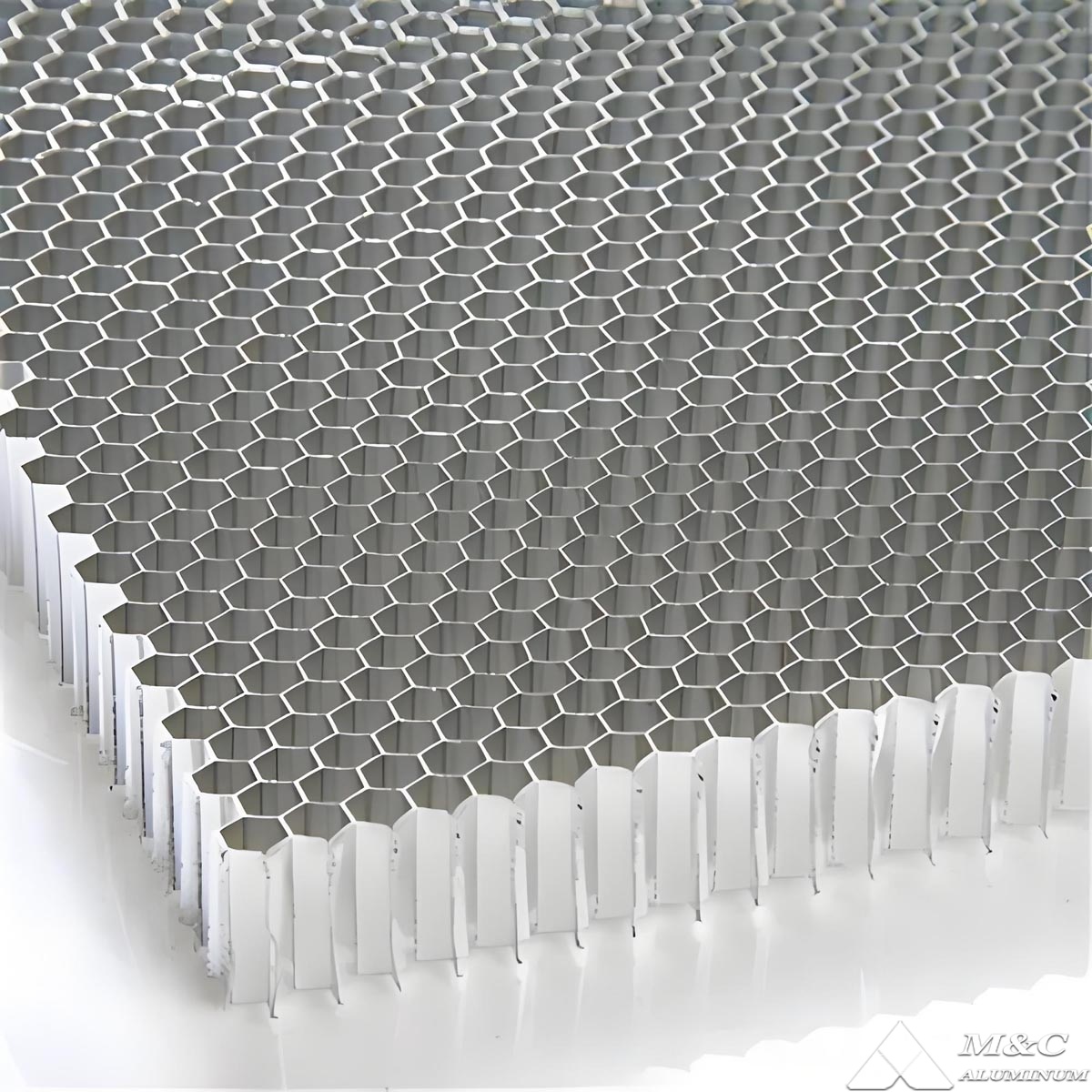
As an aluminum foil manufacturer, we produce 3003 aluminum foil for honeycomb core applications where stable mechanical properties, controlled thickness, clean surface quality, and reliable bonding performance are required. Aluminum honeycomb core is widely used in building panels, transportation panels, ship interiors, furniture panels, ceiling systems, cleanroom partitions, and industrial composite structures. In these applications, the core material is not only a filler. It determines panel flatness, compression strength, weight, durability, and long-term processing stability.
3003 aluminum foil is a manganese alloy aluminum foil with good corrosion resistance, moderate strength, and excellent formability. Compared with pure aluminum foil grades such as 1100 or 1060, 3003 aluminum foil provides improved strength while maintaining good processing behavior. This balance makes it suitable for continuous honeycomb core production, including adhesive coating, corrugation, stacking, expansion, and panel bonding.

Why 3003 Aluminum Foil Is Used For Honeycomb Core
The honeycomb structure depends on thin foil strips that are bonded and expanded into hexagonal cells. During production, the foil must withstand tension, coating, drying, cutting, and expansion without tearing, excessive elongation, or unstable deformation. For this reason, the alloy selection is important.
3003 aluminum foil contains manganese as the main alloying element. This improves tensile strength and fatigue resistance compared with commercially pure aluminum, while preserving good corrosion resistance and workability. For many engineering panels, 3003 aluminum foil offers a practical combination of light weight, stable cell formation, and panel strength.
In our factory, 3003 Aluminum Foil for honeycomb core is produced with attention to thickness tolerance, surface cleanliness, coil shape, and temper consistency. These factors directly affect the efficiency of honeycomb core lines and the final performance of composite panels.
Manufacturing Focus From A Factory Perspective
For honeycomb core foil, production control must be more precise than general packaging foil. Small variations in thickness, residual rolling oil, pinholes, burrs, or coil tension can influence adhesive penetration, cell geometry, and expansion uniformity. Our production process is designed around the end use of honeycomb core manufacturing rather than only the nominal alloy grade.
The manufacturing route generally includes casting, hot rolling or continuous casting rolling, cold rolling, intermediate annealing when required, foil rolling, slitting, and final inspection. Each stage must maintain uniform metallurgical structure and stable mechanical properties. For hard temper honeycomb foil, rolling reduction and tension control are especially important because they influence tensile strength and elongation.
Surface condition is another key point. Honeycomb core foil normally needs good compatibility with adhesive systems, including epoxy, phenolic, polyurethane, or other industrial adhesives depending on the panel design. Excessive oil, oxidation marks, water stains, or rolling defects may reduce bonding reliability. We therefore control degreasing quality, surface wetting behavior, and packing protection according to the agreed specification.
Typical Technical Parameters
The following table shows common factory specifications for 3003 aluminum foil for honeycomb core. Actual values can be customized according to customer drawings, panel design, adhesive type, and production line requirements.
| Item | Typical Specification |
|---|---|
| Alloy | 3003 |
| Temper | H18, H19, H24, O, or customized |
| Thickness | 0.025 mm to 0.08 mm, commonly 0.04 mm, 0.05 mm, 0.06 mm |
| Width | 100 mm to 1600 mm, slit to customer requirement |
| Inner Diameter | 76 mm, 152 mm, or customized core ID |
| Outer Diameter | According to coil weight and equipment limit |
| Tensile Strength | Typically 120 MPa to 190 MPa depending on temper and thickness |
| Elongation | Controlled according to temper and honeycomb forming method |
| Surface | Clean, flat, free from serious oil stain, corrosion, wrinkle, and mechanical damage |
| Thickness Tolerance | Controlled according to order specification and applicable standards |
| Edge Quality | Slit edge, low burr, no severe wave or crack |
| Application | Aluminum honeycomb core, composite panels, structural sandwich panels |
| Packing | Export wooden case or pallet, moisture protection, vertical or horizontal packing |
Key Quality Requirements For Honeycomb Core Foil
1. Consistent Thickness
Uniform thickness is essential for consistent honeycomb cell wall strength. If the foil thickness fluctuates significantly, the honeycomb core may show uneven compression resistance or irregular expansion. In sandwich panels, these inconsistencies can lead to local weak points and poor flatness. Our rolling and gauge control systems are set to reduce thickness deviation across the coil length and width.
2. Stable Mechanical Properties
3003 aluminum foil for honeycomb core often works in hard or semi-hard temper. The foil must be strong enough to maintain the cell shape, but not so brittle that it cracks during corrugation or expansion. We test tensile strength and elongation to confirm that each batch meets the customer specification. For applications requiring special expansion behavior, temper selection can be adjusted.
3. Clean And Bondable Surface
The bond between aluminum foil and adhesive is critical to honeycomb integrity. A clean surface helps improve adhesive wetting and bonding stability. We control rolling oil residue, oxidation, dust, and surface defects. For customers using specific adhesive systems, we can discuss surface requirements and inspection methods before mass production.
4. Good Coil Flatness And Edge Quality
Coil flatness affects continuous feeding and coating uniformity. Wavy edges, tight edges, and uneven tension may cause tracking problems on honeycomb core production lines. Slitting quality is also important because burrs or edge cracks may initiate tearing during high-speed processing. Our slitting process is monitored to maintain neat edge quality and suitable coil winding tension.
Applications Of 3003 Aluminum Honeycomb Core
3003 aluminum foil is used to manufacture honeycomb core for various composite panels. The final panel usually consists of honeycomb core bonded between aluminum sheets, stainless steel sheets, FRP sheets, stone veneer, HPL, or other facing materials. The result is a light but rigid structure with good flatness and high strength-to-weight ratio.
Common applications include architectural curtain wall panels, interior wall panels, ceiling panels, cleanroom panels, elevator panels, railway and marine interior panels, furniture boards, and industrial partitions. In these fields, Honeycomb aluminum foil is selected because it supports lightweight construction while maintaining structural reliability.
For exterior architectural panels, corrosion resistance and bonding durability are important. For transportation and marine interiors, weight reduction and dimensional stability are major considerations. For cleanrooms and industrial panels, consistent flatness and reliable batch quality are essential.
Comparison With Other Aluminum Foil Alloys
Different aluminum foil alloys may be used for honeycomb core, depending on the performance target and cost structure. Pure aluminum grades such as 1100 or 1060 offer excellent formability and corrosion resistance, but their strength is lower than 3003. For panels requiring higher mechanical strength, 3003 is often preferred.
Some higher strength alloys may provide greater strength, but they can be more difficult to process into thin foil and may not be necessary for general honeycomb panel applications. 3003 aluminum foil is widely used because it gives balanced performance for industrial production. It supports efficient honeycomb core forming, stable adhesive bonding, and dependable panel performance.
Factory Inspection And Testing
Before shipment, each batch of 3003 aluminum foil for honeycomb core is inspected according to the agreed technical requirements. Inspection normally includes chemical composition verification, thickness measurement, width measurement, surface inspection, mechanical property testing, coil shape checking, and packing inspection.
For engineering customers, stable traceability is important. We keep production records for alloy, casting batch, rolling process, annealing condition, slitting data, and final inspection results. When required, a mill test certificate can be supplied with the shipment. This supports incoming quality control and project documentation for B2B buyers.
In addition to standard inspection, we can cooperate with customers on trial orders. Trial production helps confirm foil behavior on the customer honeycomb line, including coating quality, drying performance, cutting, stacking, expansion, and final panel bonding. Feedback from the production line can then be used to optimize temper, thickness, coil width, and packing method.
Packaging And Export Considerations
Aluminum foil for honeycomb core is usually thin and must be protected from moisture, impact, and coil deformation during international transport. We use export packing suitable for sea freight and long-distance handling. The coil is wrapped with moisture-proof material, fixed on a wooden pallet or packed in a wooden case, and labeled according to customer requirements.
Proper packing reduces the risk of water stains, edge damage, coil collapse, or surface contamination. For customers with automatic feeding equipment, coil orientation, inner diameter, and maximum coil weight should be confirmed before production. These details help ensure that the material can be used directly after delivery with minimal handling adjustment.
How To Specify 3003 Aluminum Foil For Honeycomb Core
When ordering 3003 aluminum foil for honeycomb core, the buyer should provide clear technical information. Important parameters include alloy, temper, thickness, width, coil inner diameter, maximum coil weight, mechanical property target, surface requirement, edge condition, packing method, and annual consumption estimate. If the foil will be used with a specific adhesive, this information is also helpful.
For new projects, sample evaluation is recommended before bulk production. The sample should be tested under actual line conditions because honeycomb forming depends on both material properties and process parameters. A foil that meets general standards may still need adjustment to match a specific coating speed, drying temperature, expansion ratio, or cell size.
Conclusion
3003 aluminum foil for honeycomb core is an important material for lightweight composite panels. Its moderate strength, corrosion resistance, formability, and stable processing performance make it suitable for continuous honeycomb core production. From a manufacturing perspective, the value of the material depends not only on alloy designation but also on thickness accuracy, surface cleanliness, mechanical consistency, edge quality, and reliable export packing.
As a factory, we focus on producing 3003 aluminum foil that meets the practical needs of honeycomb core manufacturers and engineering panel producers. By controlling the full production process and aligning specifications with customer equipment, we support stable production, consistent cell structure, and dependable finished panel performance.