Как прямой производитель алюминиевой фольги, мы производим алюминиевую фольгу 3003 для ребер кондиционеров с контролируемым химическим составом, стабильными механическими свойствами и надежным качеством поверхности для высокоскоростного производства ребер. Этот сплав широко используется в испарителях, конденсаторах и других системах теплообменников, поскольку он сочетает в себе хорошую формуемость, соответствующую прочность и коррозионную стойкость.
В системах отопления, вентиляции и кондиционирования материал ребер должен одновременно отвечать нескольким требованиям. Он должен быть достаточно тонким для эффективной теплопередачи, достаточно прочным, чтобы выдерживать штамповку и расширение, и достаточно плотным, чтобы поддерживать непрерывную обработку. По этой причине многие клиенты выбирают сплав 3003 в качестве практического решения для изготовления фольги для кондиционеров, особенно там, где требуется гидрофильное покрытие, соединение трубок и долгосрочная стабильность эксплуатации.
Почему алюминиевая фольга 3003 используется для ребер кондиционера
Алюминиевая фольга 3003 относится к серии сплавов Al-Mn. По сравнению с технически чистой алюминиевой фольгой она обеспечивает более высокую прочность, сохраняя при этом хорошую обрабатываемость. При производстве плавников этот баланс важен, поскольку материал должен пройти через разматывание, смазку, штамповку, установку воротников, жалюзи и сборку без растрескивания или чрезмерной деформации.
С нашей производственной точки зрения алюминиевая фольга 3003 подходит для ребер кондиционера по следующим причинам:
Хорошая формуемость ребер сложной геометрии.
Стабильная механическая прочность для высокоскоростных штамповочных линий.
Хорошая коррозионная стойкость во влажных условиях эксплуатации.
Хорошая совместимость с гидрофильными и антикоррозионными покрытиями.
Надежная теплопроводность для обеспечения теплообмена
Постоянная толщина и плоскостность для автоматического производства плавников.
Мы поставляем как ребристую массу без покрытия, так и ребристую фольгу с покрытием в соответствии с технологическими требованиями заказчика. Для многих клиентов систем отопления, вентиляции и кондиционирования воздуха3003 Алюминиевая фольгавыбран в качестве стандартного материала для бытовых и коммерческих систем теплообменников.
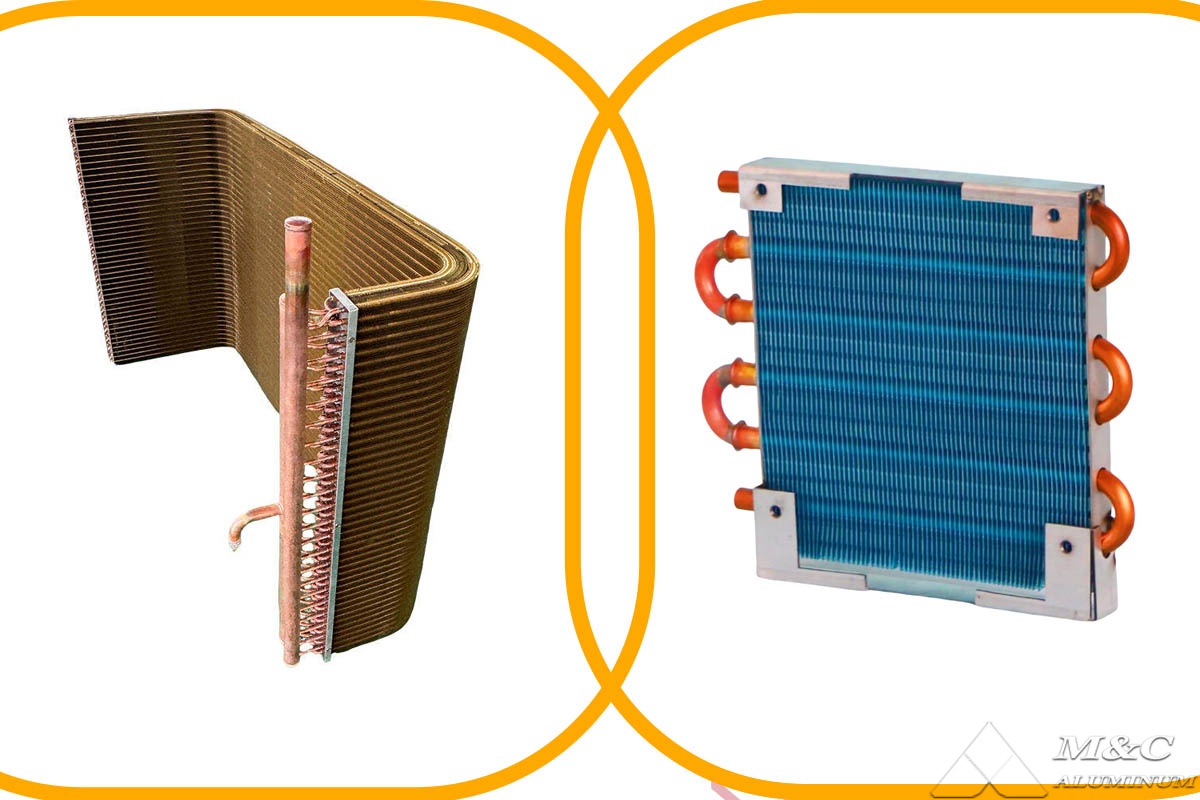
Основное применение в теплообменниках HVAC
Алюминиевая фольга 3003 для ребер кондиционерав основном используется в:
Ребра конденсатора кондиционера
Ребра испарителя кондиционера
Ребра теплообменника теплового насоса
Ребра теплообменника холодильника и морозильника
Ребра промышленного холодильного оборудования
Запас ребер автомобильной системы отопления, вентиляции и кондиционирования воздуха в некоторых конструкциях
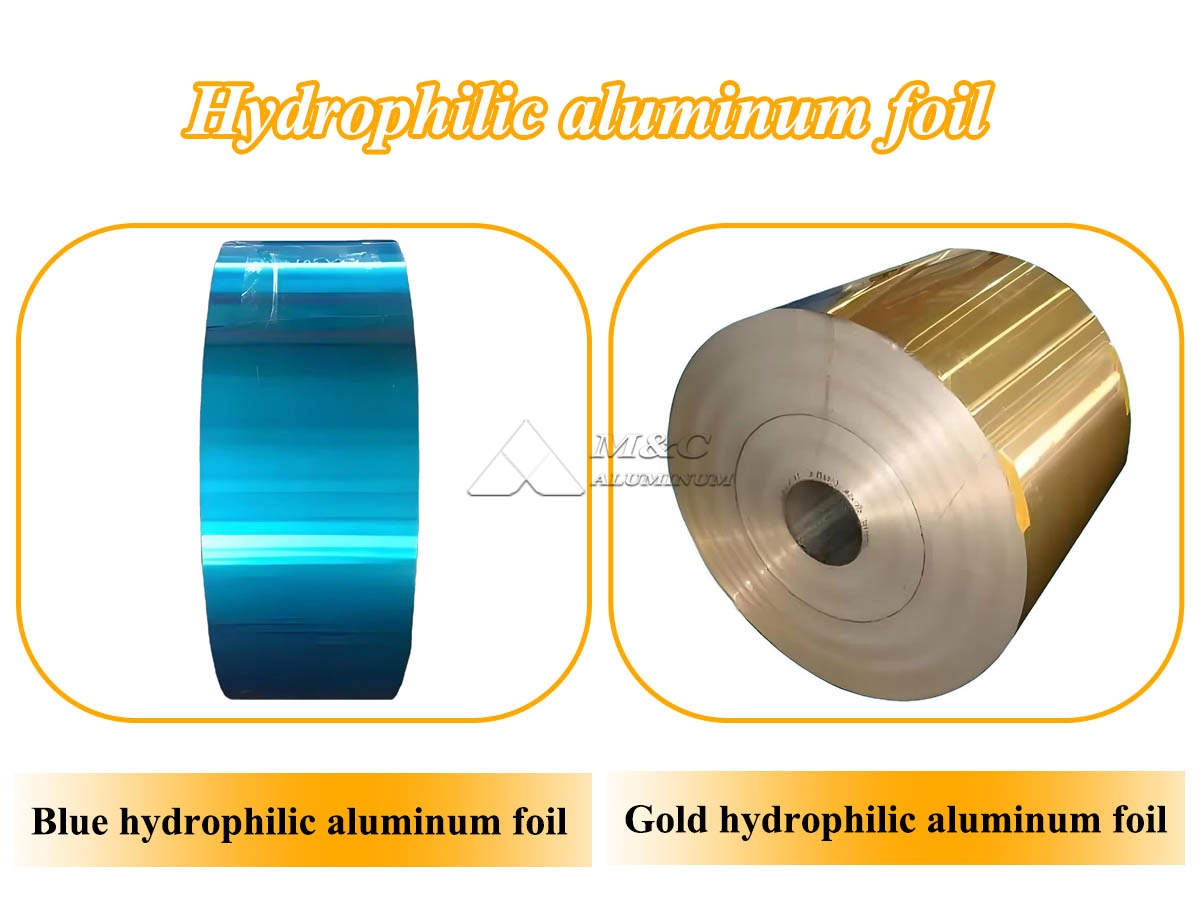
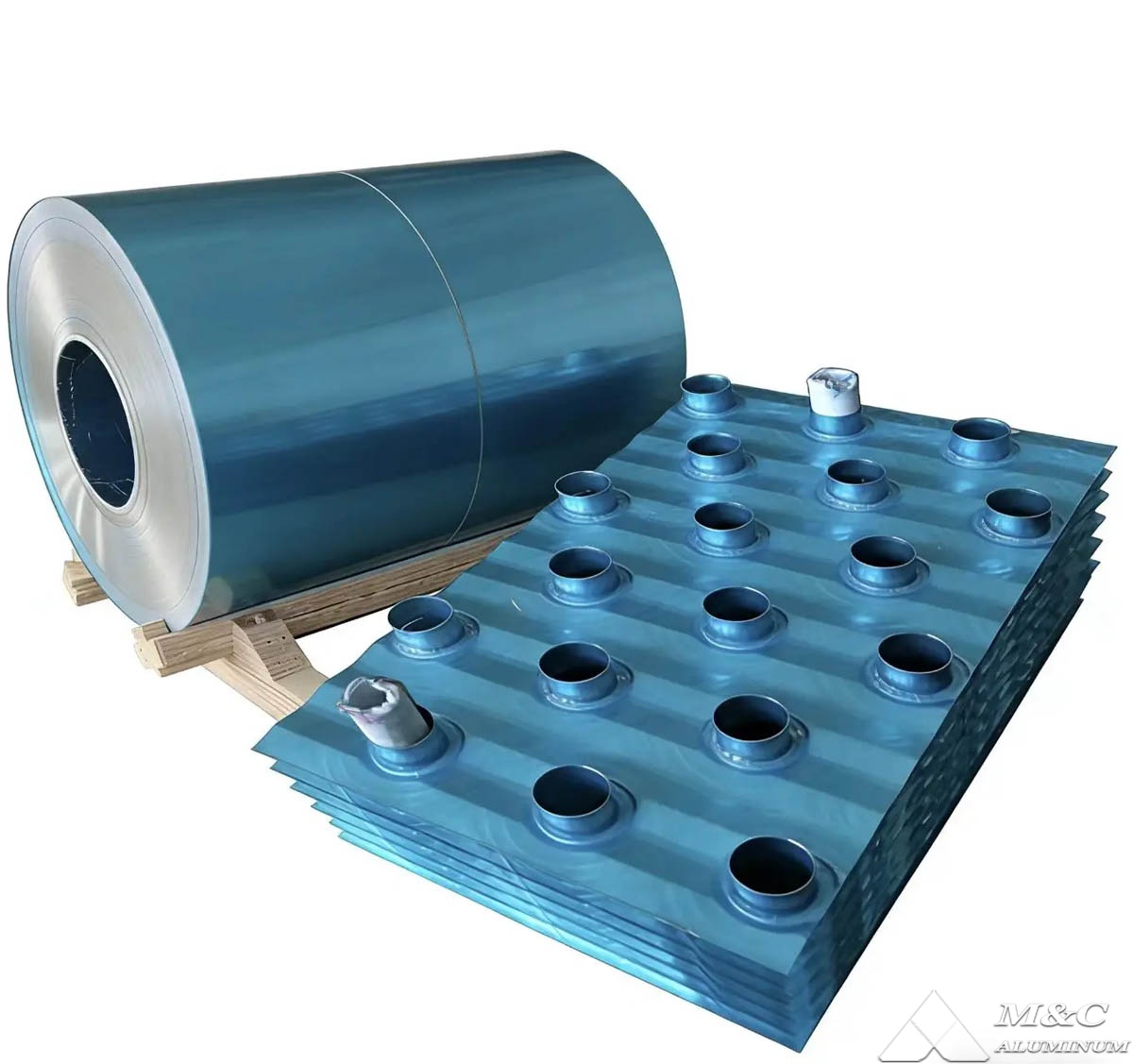
Фольга перерабатывается в тонкие листы ребер с точными воротниками и жалюзи для увеличения площади теплопередачи и повышения эффективности воздушной стороны. В зависимости от конструкции теплообменника фольга может поставляться в голом, синем гидрофильном, золотом гидрофильном или с антикоррозионным покрытием.
Гидрофильная обработка особенно важна в испарителях. Гидрофильная поверхность помогает конденсату быстро распространяться и плавно стекать, уменьшая образование мостиков между ребрами и улучшая эффективность вентиляции. По этой причине многие клиенты комбинируют подложку 3003 сПродуктыРазработан для гидрофильных пленок для кондиционеров.
Рекомендации по производству от производителя фольги
Как производитель, мы контролируем весь производственный маршрут: от плавки и легирования до прокатки, отжига, продольной резки и контроля. Для оребрения кондиционера стабильность процесса важнее, чем простое соответствие номинальным спецификациям.
Сплав и металлургический контроль
Содержание марганца в сплаве 3003 повышает прочность и способствует коррозионной стойкости. Во время производства химический состав должен поддерживаться в контролируемых пределах, чтобы обеспечить стабильное поведение при формовании. Чрезмерное изменение может повлиять на формирование початков, удлинение и адгезию покрытия.
Толщина Точность
Ребристая фольга обычно производится тонкими пластинами. Даже небольшие отклонения толщины могут повлиять на шаг ребер, износ инструмента и производительность теплообменника. Мы поддерживаем строгий контроль толщины во время прокатки и окончательного контроля для поддержки автоматизированной штамповки ребер.
Качество поверхности
Чистое состояние поверхности необходимо как для обработки голой фольги, так и для производства фольги с покрытием. Остатки масла от прокатки, царапины, отверстия, волнистость и дефекты кромок могут повлиять на эффективность покрытия, смазки или штамповки. Наша производственная линия уделяет особое внимание чистоте поверхности и консистенции рулона.
Отжиг и контроль отпуска
Окончательный отпуск влияет на прочность, удлинение и поведение при формовании. При использовании ребер кондиционеров температура выбирается в соответствии с конструкцией инструмента, геометрией ребер и скоростью линии клиента. Правильный отжиг необходим для получения необходимого баланса между мягкостью и структурной стабильностью.
Технические параметры алюминиевой фольги 3003 для ребер кондиционера
В следующей таблице показаны общие технические параметры алюминиевой фольги 3003, используемой при производстве ребер кондиционеров. Фактические значения могут быть скорректированы в соответствии со стандартами заказчика и требованиями к покрытию.
| Элемент | Типичный диапазон/спецификация |
|---|---|
| Сплав | 3003 |
| Характер | H22, H24, O, в соответствии с требованиями к формованию ребер. |
| Толщина | 0,08 мм - 0,20 мм |
| Ширина | 100 мм - 1250 мм |
| Внутренний диаметр | 150 мм, 300 мм, 405 мм, 505 мм |
| Внешний диаметр | В зависимости от веса катушки и требований к леске |
| Поверхность | Оголенный, обезжиренный, с гидрофильным покрытием, с антикоррозионным покрытием |
| Тип покрытия | Синий гидрофильный, золотой гидрофильный, прозрачный гидрофильный |
| Предел прочности | Обычно 120–170 МПа, в зависимости от состояния. |
| Удлинение | Обычно 3–12 %, в зависимости от закалки и толщины. |
| Смачиваемость | Как указано для гидрофильной пластины |
| Приложение Fin | Ребра конденсатора, ребра испарителя, ребра теплообменника |
| Стандартный | Может быть изготовлено в соответствии с GB, ASTM, EN или спецификацией заказчика. |
| Форма катушки | Джамбо-катушка, щелевая катушка |
| Краевое состояние | Край фрезерования или край разреза |
| минимальный заказ | 1-3 тонны |
Голая фольга и фольга с гидрофильным покрытием
В практическом производстве систем отопления, вентиляции и кондиционирования воздуха выбор между голой алюминиевой фольгой и гидрофильной алюминиевой фольгой зависит от рабочей среды и конструкции системы.
Голая алюминиевая фольга 3003
Голая фольга обычно используется там, где заказчик выполняет дальнейшую обработку поверхности самостоятельно или когда окончательное проектирование не требует покрытия. Он обеспечивает гибкость процесса и может подходить для применения в конденсаторах в некоторых системах.
Гидрофильная алюминиевая фольга 3003
Гидрофильная алюминиевая фольга широко используется в испарителях. Покрытие улучшает растекание воды, помогает отводить конденсат и уменьшает задержку капель между ребрами. Это может улучшить воздушный поток и снизить шум, вызванный скоплением воды. Кроме того, подходящие системы покрытия могут способствовать контролю запаха и устойчивости к коррозии во время эксплуатации.
При производстве гидрофильной ребристой фольги 3003 мы обращаем внимание на:
Адгезия покрытия
Равномерный вес покрытия
Характеристики смачивания поверхности
Стабильность при высыхании и отверждении
Устойчивость к штамповочным повреждениям
Коррозионные характеристики после формовки
Требования к производительности при производстве плавников
Для клиентов, производящих ребра для кондиционеров, характеристики материала должны обеспечивать эффективную переработку на линиях прессования ребер. По нашему опыту, решающее значение имеют следующие показатели:
Формируемость
Фольга должна выдерживать образование воротника и форму жалюзи, не растрескиваясь. Это требует контролируемого отпуска и хорошего удлинения.
Плоскостность
Плохая плоскостность может привести к нестабильности подачи, смещению или износу матрицы. Поэтому плоскостность и форма рулонов тщательно контролируются.
Чистота поверхности
Чистая поверхность обеспечивает качество покрытия, контроль смазки и стабильную работу инструмента.
Стабильные механические свойства
Изменения от рулона к рулону могут повлиять на настройки пресса и процент брака. Мы уделяем особое внимание единообразию производственных партий, чтобы клиенты могли поддерживать стабильные параметры обработки.
Коррозионная стойкость
Ребра кондиционера работают во влажной, а иногда и загрязненной среде. Совокупный эффект выбора сплава, системы покрытия и контроля процесса определяет долгосрочную долговечность.
Как мы производим плавниковую фольгу 3003
Наш заводской процесс производства алюминиевой фольги 3003 для ребер кондиционера включает в себя следующие этапы:
Контроль состава сырья и сплавов
Плавка и литье сляба из сплава 3003.
Гомогенизация
Горячая и холодная прокатка до заданной толщины
Промежуточный и окончательный отжиг
Очистка и обезжиривание поверхности
Процесс нанесения покрытия, если требуется гидрофильная фольга
Раскрой по ширине клиента
Окончательная проверка размеров, поверхности и свойств
Экспортная упаковка для защиты от влаги и транспортировки.
На каждом этапе мы проверяем ключевые параметры, связанные с использованием ребер системы отопления, вентиляции и кондиционирования воздуха. Такой подход, ориентированный на производителя, помогает снизить последующие риски при операциях прессования ребер и сборке теплообменника.
Советы по выбору для покупателей
Выбирая алюминиевую фольгу 3003 для ребер кондиционера, покупатели не должны ориентироваться только на сплав и толщину. Во многих случаях фактическая производительность производства зависит от совокупности факторов:
Закал соответствует геометрии плавников
Состояние поверхности соответствует маршруту нанесения покрытия
Размеры катушки подходят для линейного оборудования
Требования к гидрофильным характеристикам
Целевые показатели коррозионной стойкости
Стандарт упаковки для морской перевозки и хранения
Например, более тонкая фольга может улучшить теплопередачу, но если формуемость или стабильность в обращении недостаточны, производительность производства может снизиться. Аналогичным образом, качество покрытия необходимо оценивать не только по первоначальной смачиваемости, но и по стойкости к формованию и долговечности после сборки.
Наши возможности поставок как производителя
Мы производим алюминиевую фольгу 3003 в рулонах для промышленных теплообменников и можем адаптировать спецификации на основе чертежей заказчика или технологических данных. Наша продукция поддерживает различную ширину, закалку и состояние поверхности для ребер конденсатора и испарителя.
Типичные услуги включают в себя:
Настройка сплава и закалки
Ребристая фольга с голым и гидрофильным покрытием
Разрезка на определенную ширину рулона
Механический контроль свойств штамповочных линий
Поддержка технических данных перед пробным производством
Экспортная упаковка для перевозки на дальние расстояния.
Поскольку мы производим фольгу напрямую, мы можем координировать металлургию, прокатку, отжиг и отделку в соответствии с требованиями конечного использования, а не рассматривать оребренную фольгу как общий товар.
Заключение
Алюминиевая фольга 3003 для ребер кондиционеров остается важным материалом в производстве теплообменников HVAC, поскольку она обеспечивает практический баланс формуемости, прочности, коррозионной стойкости и адаптируемости покрытия. Независимо от того, используется ли она в виде голой заготовки или гидрофильной алюминиевой фольги, ее характеристики зависят от точного производственного контроля над составом, толщиной, закалом и качеством поверхности.
Как производитель, мы уделяем особое внимание поставке ребристой фольги 3003, которая стабильно работает на высокоскоростных линиях штамповки и отвечает требованиям обслуживания испарителей и конденсаторов. Для производителей кондиционеров, холодильного оборудования и теплообменников стабильное качество материалов является основой эффективного производства и надежной работы конечной продукции.